
楽茶碗の作り方3 | 削りと仕上げ
楽茶碗の削り
削り作業は、成形に続き大切な工程です。ムロで乾燥させた作品の高台を削り出し、高台回りとその周辺、見込み(茶碗の内側)、高台内の順に削り作業を行います。削りが終わったら外観を再確認して、素焼き前の乾燥となります。
なお前回の本成形から6日間ムロで乾燥させた状態です。水分が抜けていますので、作品の内側・外側まんべんなく加水しておきます。
- 高台の削り出し
- 見込み(茶巾摺り・茶筅摺り)の削り
- 高台内の削り
- 仕上げと外観チェック
最初に高台とその回りを削る理由は、土台である高台・腰の形を先に決めておきたいからです。高台の高さと周辺の厚みを整えると、いよいよ抹茶碗らしくなってきます。この土台の空気感をもとに、見込みをより薄く削っていきます。
その後に高台内を削る理由は、作品全体の雰囲気を見てから、高台内の削り方を決めるからです。仮におとなしい形の茶碗になれば、高台内に兜巾(ときん:高台内の突起)をあしらいます。逆にかなり動きのある造形であれば、高台内は平らに削って落ち着かせます。
このように高台内の削りを最後に取っておけば、茶碗の外観は自由に作れます。たとえば外出するときにボトム(=高台)を決め、シャツや上着(=外観)を選び、最後に靴(=高台内)を合わせるイメージでしょうか。陶芸作品に置きかえれば、外観と高台内のメリハリをつけて全体の調和をはかるという考えです。
削りの手順1:高台の削り出し
作品を逆さまにして中心を取ります。これは手回しロクロが適しています。口縁部が傷まないよう柔らかい敷物の上に置いて作業するとよいです。
椀形の作品は高台径5cmで作ります。あらかじめ直径5cmの型紙を用意しておくと便利です。私はフリーハンドで何度も失敗してますので、型紙は重宝します。きれいな円形でなく、ざっくり切った形が自然でよいと思います。
型紙を作品の中心に置き、先のとがった切りベラで高台を削り出します。この際の注意点は2つあります。ひとつは切りベラの深さを決めておくことです。たとえば5mmの深さにしたい場合、指先から刃を5mm出したらつまんで固定します。これで刃がほぼ均等に入ります。
もう一点は薬指か小指を作品に置くということです。この指を支点とすることで、重心が安定して作業しやすくなります。削り出しのほか、細かい絵付けをする時など、手先がブレずに作業できますね。円の深さにしたがって周りの粘土を削ぎ落としましょう。
次の手順で見込側も削るので、高台回りから腰までは薄皮一枚むく程度にします。削りカスはたくさん出ますが、あくまでも少しずつ、そして薄く削る程度にとどめておくと良いです。削りベラを寝かせると薄く削れますね。
削りの手順2:見込みを削る
見込みは上部=茶巾摺り(ちゃきんずり)と、下部=茶筅摺り(ちゃせんずり)に分けて削ります。椀形の作品は上部を広く(約65%)、下部を狭く(約35%)しています。半筒型の作品2椀は上部:下部の割合はほぼ同じです。
上部は茶碗を拭き清める茶巾のためのスペースで、ひっかかりがなく垂直にすると使い心地がよいです。そして下部は抹茶をかき混ぜる茶筅が当たりますから、丸みを帯びて外側に奥行きがあるとよいです。この割合は茶碗の形によって異なります。
たとえば実際に茶筅を当ててみると、実用性のある茶筅摺りができます。そして焼成で粘土が縮むのを想定して、やや余裕を持って削っておくと良いでしょう。有名な伝世品を見ると、装飾ではなくむしろ実用性に重点をおいた削りが見てとれます。
したがって茶巾摺りと茶筅摺りの境界は、出来るかぎり水平であることが望ましいです。境界線が波打っていると、拭いたさいの感触が落ち着かず、茶筅があちこちに当たって使いにくいからです。
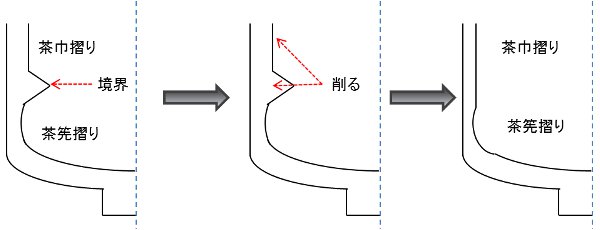
削り作業の際は、この境界線を残して削り分けると分かりやすいです。最終的に境界線の凸は削り落としますが、途中まで目安にするとよいでしょう。茶巾摺り(上部)はほぼ垂直に、茶筅摺り(下部)は影ができるくらいの深みをもたせます。
この段階で茶碗の正面・飲み口を決め、飲み口の見込をさらに削っておきます。こうすることで茶が流れやすくなります。なお正面・飲み口については、外観チェックのところで後述します。
削りの手順3:高台内を削る
今回の椀形・半筒型ともにさほど動きがないので、高台内に兜巾(ときん)をつけます。まずは接地面である畳付き(たたみつき)の幅を決めて内側をくり貫きます。
ここでも薬指か小指を器面に添えて安定させます。なお、削りベラは垂直に立てるとしっかりした削りになります。兜巾が削れるよう、高台内は少し浅めに削っておきます。
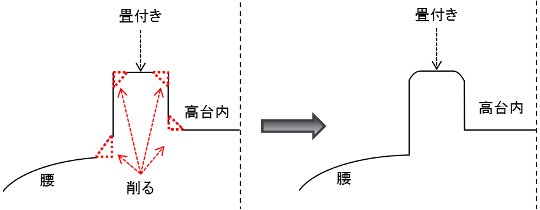
畳付きの角を落としたら、根元を鋭角に削ってエッジをきかせます。この4カ所を削ると高台の雰囲気が変わるはずです。畳付きの角は丸く指でならし、根元はL字のヘラで削って角を立てます。
そして兜巾の削り出しは茶碗を回しながら行います。一度でやろうとせず2回・3回と削るとよいでしょう。兜巾は渦状になりますので、その渦の太さはヘラで整えます。
太さと細さを織り交ぜると面白い景色になります。さりげなく削ったつもりでも、完成品の兜巾はくっきり出るので適宜調整します。動画の例ではうっすらと兜巾を残したいので、濡れたスポンジで表面をならします。表面をこするときは渦の形に添って、兜巾の渦をつぶさないよう丁寧にならします。
全体の薄さを手で触りながら確認し、削り残しが無ければ完了です。あとは素焼き前の乾燥に入りますので、茶碗の正面・飲み口など口縁部のほか、手取りと各部の厚みなど最終確認を行います。
仕上げと外観チェック
最後に外観を確認して、必要であれば加水して微調整します。この最終チェックを省いても、作品の形はほぼ完成しています。しかしこの微調整よってカスタマイズされるので、より使いやすい茶碗になると考えます。ひとつの作例として参考にしていただければ幸いです。
さて、この茶碗の正面は口縁が横一線でバランスのよいところに決めました。その正面を起点として飲み口と、指で押さえる場所を決めていきます。
- 1.横から見て「正面」を決める
- 2.正面から見て右方向に「飲み口」を設定する
- 3.正面から見て左方向に「押さえ」を設定する
安定した雰囲気が感じられる面を正面にしました。作品によっては正面にあたる面の丸みを指で押さえ、平らにしている例もあります。この作品は手直しの成形は指で内外を押さえて厚さを整え、表面の削りはしていません。指跡が適度に残り、表面は丸みを帯びています。
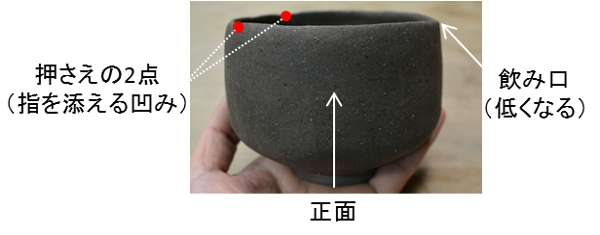
飲み口は口縁部が低くなるように削り、見込みの茶巾摺り・茶筅摺りの段差も削りました。口をつける部分ですので、飲み口の口縁部は最も薄く削られています。2mmほどの薄さです。
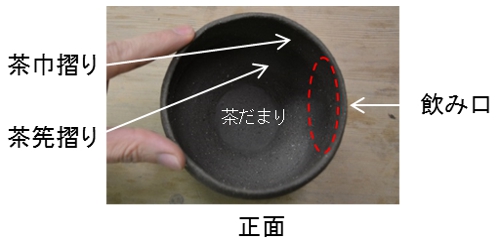
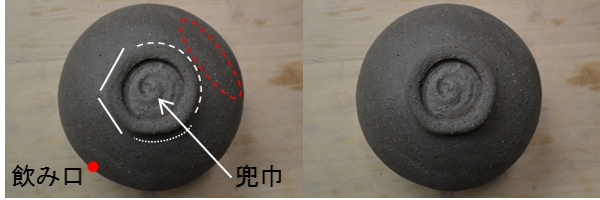
上から見た構図では、底に近い茶筅摺りに影がかかっています。赤い点線部分の段差を削ったので、抹茶がより流れやすくなるはずです。茶だまりは底を何度も締めていますので、結果的に真っ平らですね。このような茶だまりを「鏡」といいます。
指で押さえる2点は口縁を湿らせ、自然に指を置いたところに決めます。この2点を押さえながら茶を点てるわけです。なお、指で押さえると内側に凹むので、内側に出っ張ったところだけ削ります。したがってこの2点も、飲み口の口縁部くらいの薄さです。
高台回りは削りだけでなく、粘土も動かしました。飲み口の対面は、茶碗を持った時に高台に指が絡みます。角張っていると感触が今ひとつですので、畳付きに丸みを残します。
また実際に茶碗を持った状態にあわせて、指がしっくりくるよう腰を丸く削りました(赤い点線部)。ただし削りすぎると、焼いたときに薄さで茶碗が傾きますので、ほんの少しだけにとどめます。
それに対して飲み口側の高台は、角張らせるように粘土を動かします。畳付きにスポンジで加水して柔らかくし、丸みを帯びた形を直線的に手直ししています。
本体がまん丸なので、高台は動きがあっても面白いと思います。丸い部分・直線的なところ・中間的な畳付きにして変化を持たせます。右が元の画像です。
さて、この段階でのサイズ(椀形)は・・・
- 型おこしの作業後 「直径11cm、高さ8cm、底の厚さ2cm。そして側面の厚さは8mm」、700g
- 本成形後 「直径11cm、高さ8.8cm、底の厚さ 約1.5cm。側面の厚さは8mm」
- 削りと仕上の後 「直径11.5cm、高さ9.4cm(飲み口8.8cm)、高台の高さ8mm、厚さ2mm~5mm」、240g
重さは約1/3になり、全体的に指で押さえたことで高さが出ました。また、側面の厚さは飲み口・押さえの箇所が約2mm。高台回り~腰が指でつまんで5mm前後の厚さです。素焼き・施釉後の本焼成でどれだけ縮むか確認できます。
作品はムロに入れず、冷暗所でそのまま乾かします。5~7日ほどしっかり乾燥させてから素焼きします。
すみません!報告が遅れました

半筒兄弟も元気にやってます