
楽茶碗の作り方5/5 | 焼成
赤楽の焼成準備
施釉後の焼成工程となります。赤楽は酸化雰囲気で焼くことになりますので備長炭(白炭)を用意します。還元雰囲気になれば緑もしくはやや青味がかった釉調になってしまいます。
なお黒炭は火付が良いのですが、還元気味になるので使用しませんでした。用意するものは以下の通りです。
- 作品および七輪窯と断熱材
- 送風機:鞴と連結ホース。七輪とホースの隙間は粘土を詰める
- 燃料:備長炭(白炭)3kgで3作品分。2~3cmにカット済のもの
- 消火用の鉄製バケツ。プラスチック製は熔けるので不可
- 革手袋とマスク。焼成で鉛が気化するため注意します
- 鉄製のトング:作品をしっかり挟めるもの
- 作品を置くハマ×2個、ステンレスの棒×2本
備長炭はオガクズの炭を使い、七輪に断熱材をつけた窯と、送風機である鞴(ふいご)で焼きあげていきます。あらかじめ画像のように七輪窯と鞴を連結しておきましょう。窯の手前にあるのはステンレスの棒と作品を置くための土台(ハマ)です

備長炭は3cmほどに炭切りしたものを3kg用意しました。まず10個ほどの炭を火にかけて種火を起こします。カセットコンロを使う場合は必ずボンベ部分に濡れた雑巾をかけて保護します。これは炭の熱量が高いため、ボンベの破損事故を防ぐためです。

種炭に火がついたら七輪窯にそのまま放り込みます。一度火がついてしまえば炭は少しずつ燃えていきます。種炭を入れたら底を平らにならし、画像のように七輪の縁まで目いっぱい炭を足します。

ステンレスの棒とハマを置き、この状態で20~30分ほど窯を温めます。鞴をゆっくりと吹いて窯全体とハマを加熱します。これは窯の底に火床を作る作業で、鞴を強く吹きすぎると一部だけ炭が燃えて均一に加熱できません。

くれぐれも鞴を早く吹かずににじっくりと焚きます。火床ができたら作品をハマの上に載せて焼成です。
前半に炭から出るガスをある程度吸わせる場合は、画像のように火が上まで来ていない状態から焼きます。前半でガスを吸うと釉薬の透明度が下がりマット(表面にツヤがない状態)になる場合が多いです。
これに対して、釉薬の透明度を上げたい場合はガス抜きをします。具体的には上部まで炭が燃えるのを待ち、作品を入れてからもフタをせず10~20分焼きます。こうすることでガスが抜けた状態から焼成ができます。
ガスを吸わせるか否かは好みによります。椀形はガスを吸わせ、半筒の2椀はガス抜きした状態で焼いて検証します。
焼成スケジュールについて
窯焼きで30分、昇温で60分、釉薬を熔かすので30分。計2時間のスケジュールとなります。短時間の焼成ですが、窯が小さいため作品にかかる熱量は高めになります。
色見は断熱材の色を元に判断し、パイロメーター(温度計)と熱量を計測するゼーゲルコーンは使用しておりません。
60分の昇温時間で約800℃まで焚き上げ、最後の30分はその状態をキープします。鞴は終始一定の間隔でなるべくゆっくり吹きます。こうすることで酸化状態が保たれて赤楽の発色が得られます。
そして灰を巻き上げないため作品に灰が付着しません。30分の窯焼き後から順を追って記載させていただきます。
60分の昇温時間について
乾燥させた作品は常温のうえ水分も完全には抜けきっていません。窯との温度差もありますし、水分が残った状態で急激に温度を上げると破損するおそれがあります。
したがって作品・炭・窯の水分を蒸発させながら温度を上げていきます。水分量の目安を測るには、窯の上部に手をかざして湿気を確認します。窯の上で手を静止すると即火傷しますので、指同士を擦り合わせながら手を左右に動かします。
左手で鞴を吹き、右手は窯の上部で湿気を確かめる作業を繰り返します。今回は30分ほどで乾燥した熱風になりました。作品と炭の水分が抜けて、手をかざすと湿気が感じられなくなります。
湿気が感じられなくなった段階で、窯の内部温度は500℃前後と推定します。断熱材の色は最初のまま変わりませんが、作品はややオレンジ色になってきています。

ここから鞴のペースをやや早め、断熱材がオレンジ色になる温度帯(800℃)を目指します。ただし灰を巻き上げず炎を上げすぎないよう、鞴を押し引きする速度・間隔を一定にします。
また備長炭付近の炎は、どうしても還元気味になります。赤楽の発色を得る酸化焼成にするため、できるだけ炎の上部で作品を焼く必要があります。よって炎が頻繁に噴き出す状態を避けて、窯の外に炎が上がらないよう鞴の吹きを調整します。
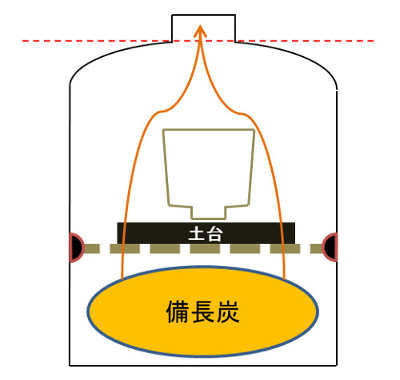
この図の赤い点線部に炎をとどめるイメージで吹き続けます。多少の炎が漏れても問題ないので、できるだけやさしく、じっくりと焼いていきます。
炭の補充について
また、炭を補充する場合は「1個ずつ」足していきます。炭がやっと入るくらいにフタを開け、トングで挟んだ炭を投入します。その炭が燃え始めて半分くらいになったら次の炭を入れます。
そして炭を投入する場所が偏らないよう、窯を四等分して考えると良いでしょう。たとえば手前に炭を入れたら、次の炭は奥。左側に入れたら次は右側という手順で補充します。
なおフタを開けすぎると一気に温度が下がりますので、出来るかぎり隙間を少なく、かつ速やかに投入します。そしてはじめの炭が燃えきらないうちに炭を足すと、還元焼成になってしまうので注意します。
炭が半分ほど燃えてから足すことで、フタを開ける時間を狭め、中性~酸化炎を保つようにします。この状態で断熱材がオレンジ色になるまで昇温し、最後の引き出しのタイミングを見計らっていきます。
最後の30分:釉薬が熔けるまで
目安は30分としていますが、釉が熔けてツヤが出てきたら作品を引き出します。焼成要件をまとめたいと思います。
- 最後の30分は炭を補充しない
- 炎を上げすぎずソフトフレームで焼く
- 見込みの釉が熔けたら引き出しのタイミング
炭の補充は昇温の時間帯で終わりにして、最後の焼きで補充は行いません。これは中性~酸化炎の状態を保つためです。断熱材がオレンジになった状態で釉薬を少しずつ熔かしていきます。

この色で800℃~900℃の温度帯と推測します。正確な温度は分かりませんが、この色をキープすると最終的に釉薬が熔けます。仮に断熱材が変わったら、色見も違った方法で試すしかないですね。
次にソフトフレームについてですが、酸化状態ですと炎が止まったような状態になります。これをソフトフレームといいます。もちろん鞴の吹きで炎は多少ゆらめきますが、還元炎の曇った炎でメラメラした状態(ハードフレーム)とは異なる様相です。明るく澄んだオレンジ色で、静かな炎の状態をキープします。
最後に取り出しの目安ですが、これは見込みの状態を参考にします。たとえばペンライトで作品を見ると分かりやすいのですが、釉薬が熔けると表面にツヤが出てきます。
一般的に釉薬は作品の外側から熔け、最後に見込みの部分が熔けます。したがって見込みが熔けたら、全体が熔けたという判断材料になります。ただ外側の釉薬が熔けているか目視するのが最も確実ですね。
今回の焼成では見込みが熔けた段階で、断熱材のフタを少し開けて様子を確認しました。外側にペンライトを当ててツヤが出ているのを確認して引き出していきます。

フタを開けて作品がやや黒ずんで来たら、鉄のトングで挟んで取り出します。結果的に急冷することになりますが、放置すると釉が流れそうなので引き出しました。また、連続焼成する場合は窯のスペース上やむをえないところです。
なお徐冷する場合は、炭が燃えきったのを確認して鞴の連結部分を粘土で埋めます。完全に埋めると還元になる可能性もありますので、一度粘土で埋めたあと、棒状のもので小さな穴を開けておくとよいでしょう。
連続焼成をする場合
さて、窯が熱い状態で次の作品を焼く場合は注意が必要です。というのも温度差がかなりあるので、次の作品からは電気窯で温めておくとよいです。温度帯は1時間かけて400℃~500℃くらいにして待機させます。
これで余分な水分が抜けるうえ、温まった窯に入れても破損のリスクは大幅に下がります。七輪窯単体で焼く場合には温度が下がるまで待つしかないと思います。
いっぽう七輪窯の方では、炭の灰を鞴で取り除いておきます。フタを開けて鞴を強く吹けばある程度の灰は取り除かれます。そして燃え残った炭を平らにならして、新しい炭を補充しておきます。そして昇温の60分間の工程から作業を繰り返します。

電気窯で熱した作品を入れるわけですが、窯では炎が燃え盛っています。しかし残灰の処理でフタを開けているので、窯の温度自体はかなり低く問題ありませんでした。

釉薬が熔けると見込みの部分までツヤが出ます。これは半筒型の引き出し直前の画像です。光が当たるとツヤが出ている様子がよく分かります。
焼成のまとめ(酸化焼成)と注意点
- 鞴は一定の間隔と速度で吹く
- 時間をかけて湿気を抜き、その後も温度を急激に上げないこと(割れ防止)
- 炭を一気に補充しない
- 炭がある程度燃えてから補充
- 補充する場所が偏らないようにする
- 作品に直接炭が触れない事(灰の跡がつきます)
- 見込みに灰が落ちたら取り除く。作品をトングでつまんで見込みを強く吹きます!
- 後半30分は釉薬の熔け具合(ツヤ)を注視する
酸化雰囲気のため鞴の吹きはゆっくりです。昇温のため速度を上げることもありますが、その場合でも押し引きの間隔は必ず一定にするようにします。
なお引き出して急冷する場合は、常に冷め割れのリスクがあります。今回は3椀とも割れませんでしたが、いずれ割れる作品も出てくる可能性は十分あります。
そして何よりも作業をする際は消火の準備と換気には十分注意してください。また窯の中に入れた棒やトング、炭の残り火は必ずバケツの水に浸けるか、直接水をかけて鎮火しましょう。熱した窯を濡らすのは厳禁ですので、十分に冷めるのを待ってから安全な場所に移動させましょう。
焼成後の赤楽
椀形の正面をみると左半分は緑っぽくなっています。あと釉薬の熔けがやや甘くなっていました。オレンジ色は日が経つにつれて濃くなっていきます。

釉をかなり厚めに施釉していますので、表面にピンホール(小さな孔)が見てとれます。釉調は全体的にオレンジ色ですので酸化気味に焼けたのだと考えます。
色あいが落ち着くまで約1週間かかりました。それぞれの比較をしていきたいと思います。
【椀形について】信楽ロット土7:原土「J」3。丁寧に混ぜ土。基礎釉に黄土2杯の調合。

椀形の正面。色がだいぶ定着してきました

茶巾摺り(上部)・茶筅摺り(下部)・茶だまり(底)の様子

高台まわりの様子。内の兜巾はうっすらと出ています
椀形については記録したサイズ等を記載させていただきます。下記の2椀のような水漏れなどのトラブルはありません。
- 型おこしの作業後 「直径11cm、高さ8cm、底の厚さ2cm。そして側面の厚さは8mm」、700g
- 本成形後 「直径11cm、高さ8.8cm、底の厚さ 約1.5cm。側面の厚さは8mm」
- 削りと仕上の後 「直径11.5cm、高さ9.4cm(飲み口8.8cm)、高台の高さ8mm、厚さ2mm~5mm」、240g
- 完成品 「直径10.5cm、高さ8.8cm(飲み口8.3cm)、高台の高さ5mm、高台径4.8cm、厚さ5~7mm」、297g
手取りのサイズはちょうどよいですが重さがありません。350gほどで腰回りが肉厚だと安定して良かったと思います。あとは炭のガスを吸って透明度がやや無くなっています。ここは色の好みでしょうか。
【半筒型について】
信楽ロット土7:原土「J」3。かなり粗目に混ぜ土。基礎釉のみ。

原土の塊が目立ち2か所から水漏れしました。いずれもダマの部分から漏れているので混ぜ土はしっかり行いたいと思います。形のバランスは一番気に入っています。また半筒の2椀は炭のガスが抜けた状態で焼成したため、釉薬の表面にツヤがありますね。
信楽ロット土7:原土「J」3。やや粗目に混ぜ土。基礎釉に黄土1杯の調合。

これもやはりダマが目立ちます。そして高台裏1か所から水漏れあり。真っ赤な状態から引き出したので貫入が一番多く入っています。ダマはどうにもできませんでしたが、釉調はこの肌あいを目指していきたいです。(ガス抜き+急冷)
ただ最後の作品は冷め割れしても不思議ではなかったでしょう。半筒型は取り急ぎパテで水止めして、3椀とも大切に使っていきたいと思います。

椀形作品:無難な色・形ですが抹茶の緑と相性がよさそうです